Helix-Bohren und oszillierendes Fräsen in der Glasbearbeitung
Mehr Prozesssicherheit und längere Werkzeugstandzeiten
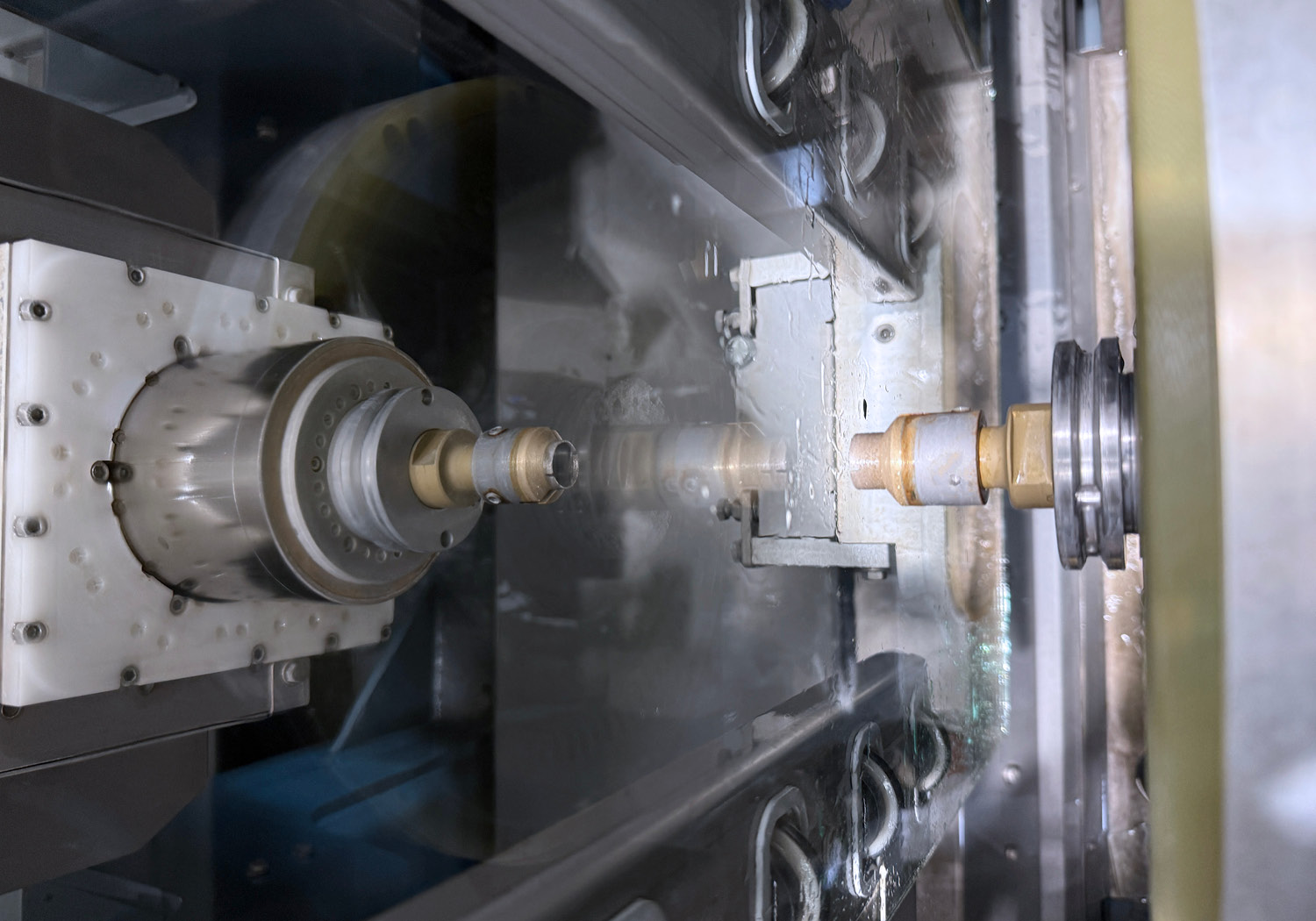
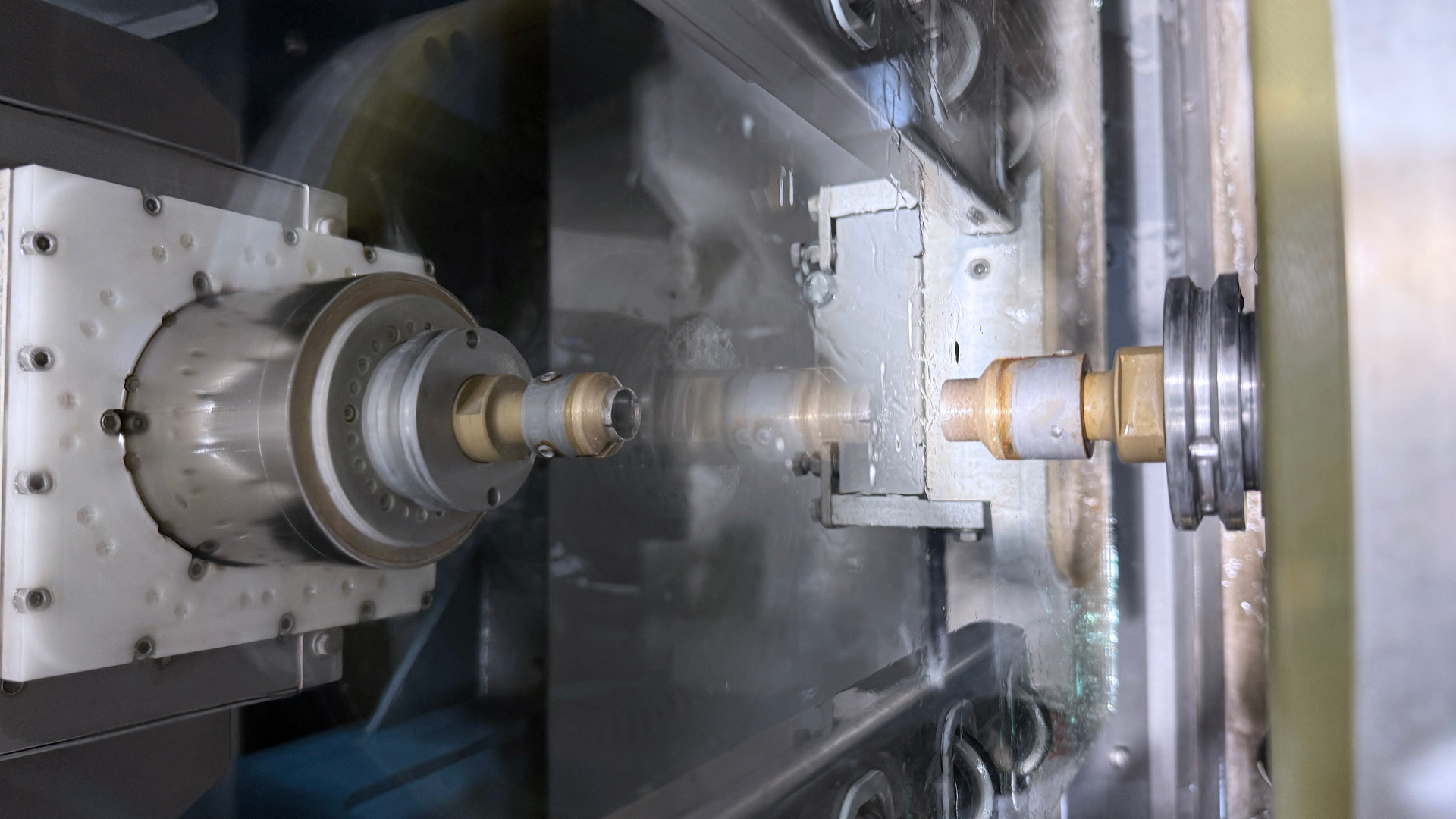
Kurz erklärt: Die systron proMD kombiniert Helix-Bohrtechnologie, oszillierendes Fräsen, patentierte Wasserkissen-Technologie und Innenkühlung für die präzise Bearbeitung von Glas, Verbundsicherheitsglas (VSG) und Keramik. Dadurch werden Werkzeugstandzeiten erhöht und Bearbeitungsprozesse stabilisiert.
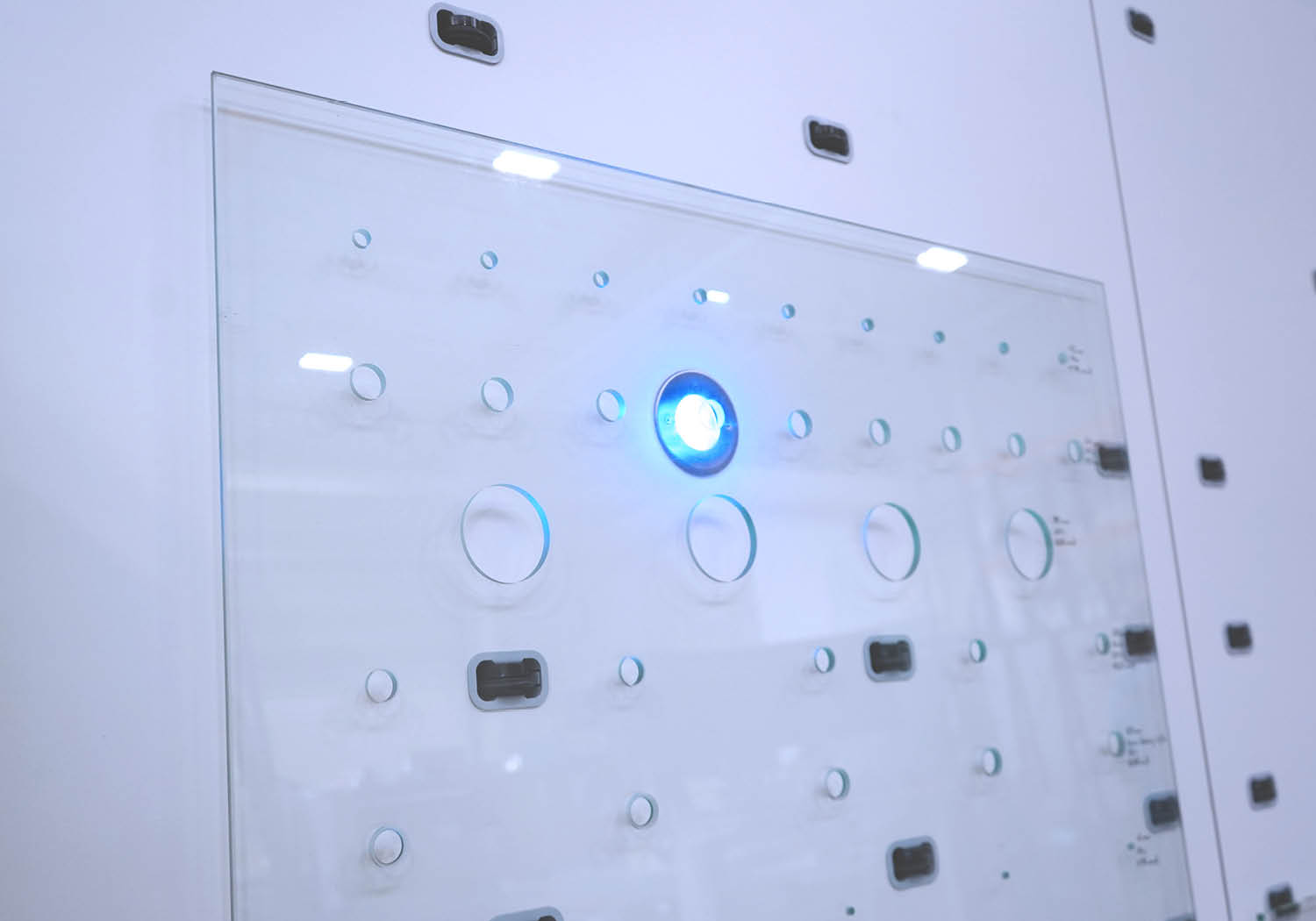
Das Bohren von Glas gehört zu den am häufigsten eingesetzten Bearbeitungen in CNC-Anlagen. Speziell bei Bohrungen in Verbundsicherheitsglas (VSG) kann dieser Prozess jedoch herausfordernd werden. Mehrstufige Bohrprozesse zur Werkzeugkühlung sind zeitaufwendig und erhöhen den Werkzeugverschleiß. Gleichzeitig steigt bei unzureichender Kühlung das Bruchrisiko durch höhere thermische und mechanische Belastungen. Hinzu kommt, dass für spezielle Bohrungsdurchmesser oft Sonderwerkzeuge erforderlich sind. Diese sind kostenintensiv, haben längere Lieferzeiten und werden nach dem Projekt häufig kaum noch genutzt.
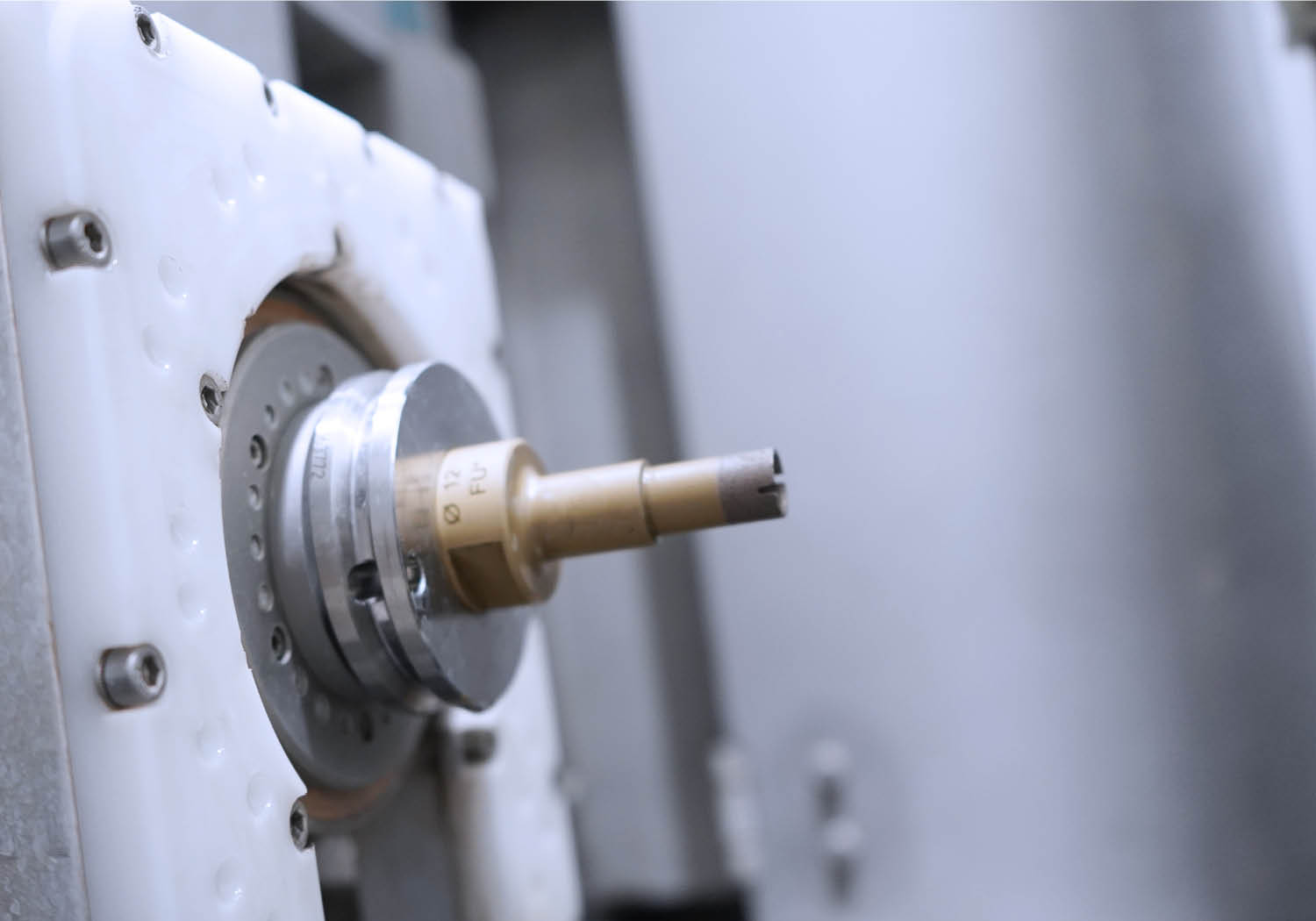
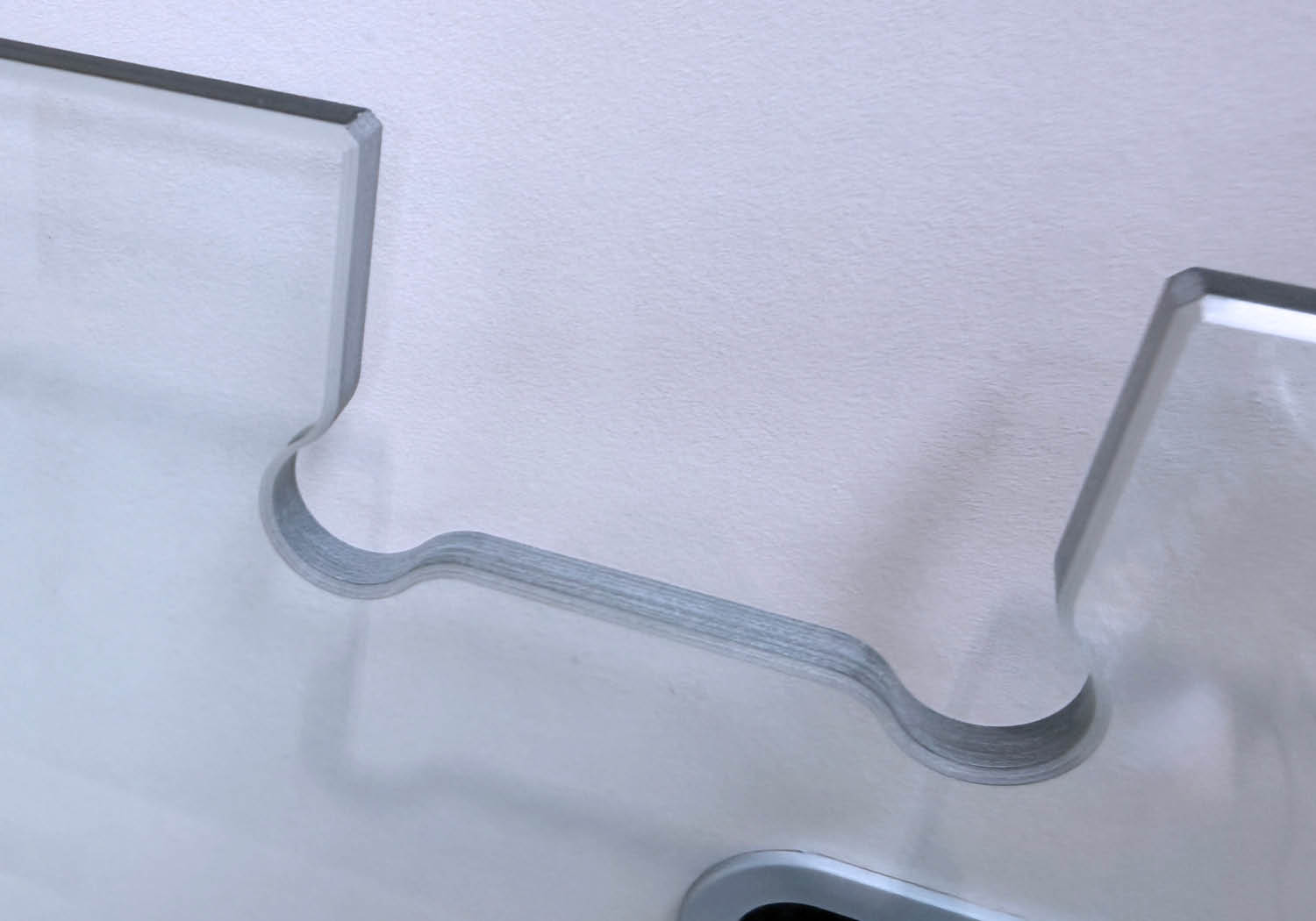
Mit dem systron proMD Bohr- und Fräszentrum verfolgt systron einen anderen Ansatz. Neben dem konventionellen Bohren ist die Anlage standardmäßig mit der Helix-Bohrtechnologie ausgestattet und kombiniert diese mit einer schwimmenden Glasklemmung durch das patentierte Wasserkissen.
Das Ergebnis ist ein deutlich stabilerer und prozesssichererer Bohrprozess – sowohl bei Standardbohrungen als auch bei anspruchsvollen Glasanwendungen. Gleichzeitig können mit einem Werkzeug unterschiedliche Bohrungsdurchmesser gefertigt werden, ohne Werkzeugwechsel und ohne unnötige Lagerhaltung.


{kind=link}